The NGEN co-polymer was introduced to me by Will Kostelecky from the facebook 3D printing group as an answer to high temp requirements in lieu of using ABS with the UM2+.
One problem, it was always way too brittle when I tried to use it so eventually I kind of gave up.
So 6 months passed and I’d moved on, I now have the Sigma and in that time I’ve learned a few things. One is that NGEN needs high heat and low fans. Which is good because I can do that with the Sigma quite happily.
What is NGEN?
nGen is made from Eastman Amphora™ AM3300 3D polymer. Like colorFabb_XT, it is part of Eastman’s Amphora range of copolyesters for 3D printing.
nGen is a low-odor, styrene-free material uniquely suited for 3D printing enthusiasts, particularly those who need the flexibility to print within a wide processing temperature range. With nGen you will have good flow properties through the printer nozzle—even at lower temperatures than some other polymers require. These properties make nGen more workable at a wider breadth of temperatures, producing reliable results and resulting in less waste.
Amphora 3300 has been made into high-quality filament that exhibits advanced overhang ability, excellent looks, and large printing temperature range—empowering large panel of users to create durable and useful items. With the unique combination of a low processing temperature and an elevated temperature resistance, nGen can quickly print creations that are functional, durable, efficient, and attractive.
http://ngen.colorfabb.com/what
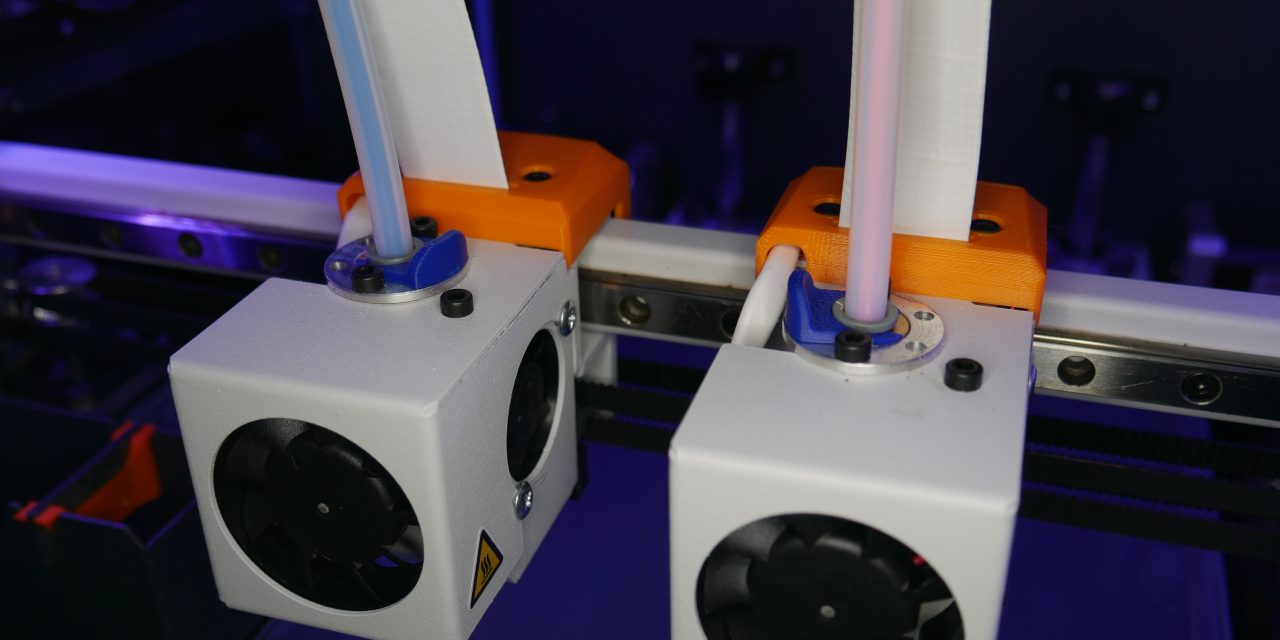
One of the best things about the printer is the open-sourced nature of it, meaning I could easily download the STL’s for the fan covers and print some new ones in my favorite color without tanking my warranty etc.
It gets fairly warm up in there so NGEN co-polymer would make a good choice. The glass transition temperature is much higher than PLA at 85 degrees c!
Within a couple minutes I downloaded the STLs and had the two guards printing, and did they ever print well.
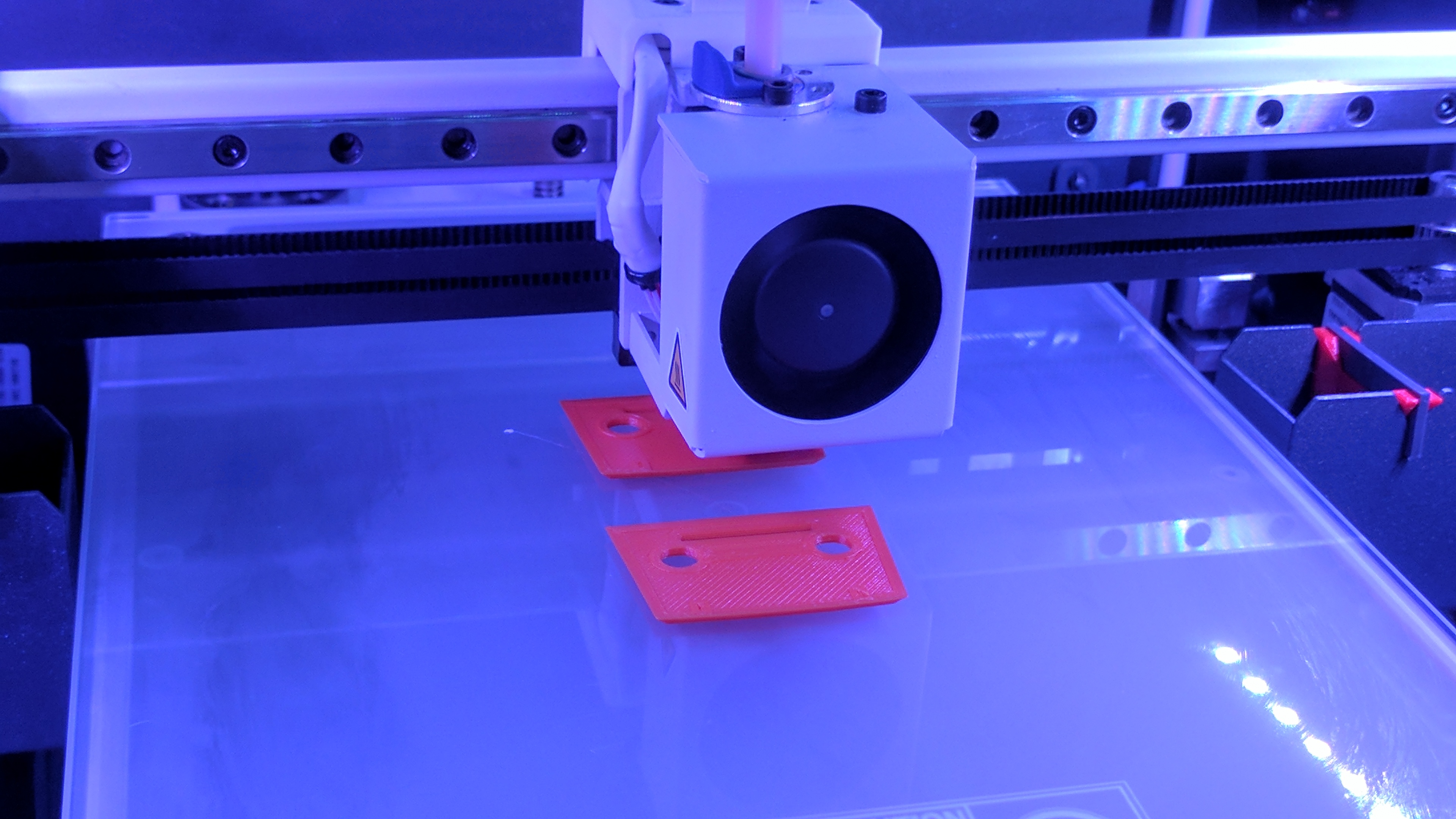
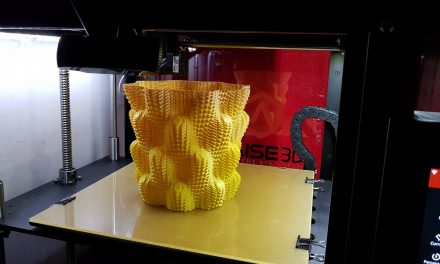
I was amazed throughout the print how things had just saying on point. At 150 microns, fan at 25% and 225 on the hot end it was a sight to behold. 100% infill too. When I first used it, with the UM2+ I was amazed at just how smooth and silky it went down. Very different to PLA which is more viscous I would say. It looks like NGEN is being painted with a brush as opposed to being piped. Prints the same if not better here.
The low speed 30 mm/s and high temps created a really nice lamination bond. The overall part is almost flawless, no banding, no drooping at the overhang etc. There was a tiny bit of poor adhesion inside the screw holes and the corners lifted just slightly on the glass bed (to be fair I used very very little hairspray). Bu the parts are still absolutely usable.
Guidance on how to print may be found here: http://ngen.colorfabb.com/how/
So what did the final parts look like?
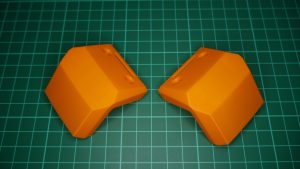
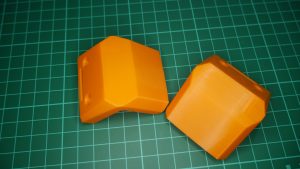


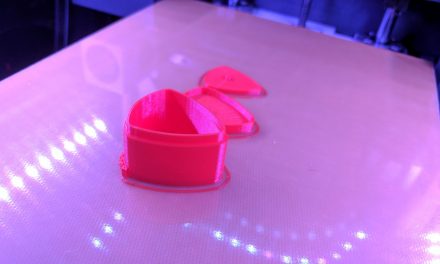
Glossy, semi-translucent, high contrast and accurate. A very nice print. Good enough to use anyway.
I’d highly recommend this NGEN, but with the caveat that you don’t go too fast, too cool or too loose. As for the color, a very nice light, vibrant punchy orange. Super uniform and with a slight tinge of translucency.
Check out the time-lapse to see how it went down:
So why did I want to change my wiring guard colours anyway? Well that’s the beauty of open-source, it’s not really a big decision. No harm can be done, the parts are provided from source and it means I can “mod” my printer to make it more unique, more me. Basically for the shits and giggles. But you have to ask yourself….